1.對操作JSTAMP/NV的員工有哪些技能要求����?
?
?答:有限元仿真確實對于操作工程師有一定的要求���,但JSTAMP軟件操作較為簡單����,
??? 已經將CAE軟件的使用門檻大大降低了����,一般來說,要求工程師掌握以下內容:
?
???? a. 能通過CAD軟件建立產品和模具的三維模型����;
???? b. 對沖壓過程工藝有一定的了解;
???? c. 對于板料沖壓加工的理論�,有一定認識��,不要求深入掌握����,只要對些概念有些
?????? 了解即可�����。
?
??? ?如果采購了JSTAMP軟件�,我們會為客戶提供全面的培訓服務,幫助工程師在較短
的時間內(2周左右)掌握軟件的操作�,并且在后續(xù)實際運用過程中提供技術支持。通過
不短的實際運用�,幫助工程師逐漸提高JSTAMP軟件解決實際問題的能力。
?
?2. 對設備參數(shù)有哪些要求�?
?答:JSTAMP仿真對于沖壓過程中的設備沒有特殊要求。
?? 如果公司計劃建立企業(yè)內部的材料數(shù)據(jù)庫��,則需要材料測試機���,當然JSTAMP中已
?帶有材料數(shù)據(jù)庫����。
?
?3. 軟件能否針對產品圖提供相關的參數(shù)�?
?答:通過JSTAMP仿真,可以得到沖壓過程中的工藝參數(shù)�,辟如:拉深或成形工序的成形力,
選擇合適的壓力機�����,拉深工序的壓邊力等�����。
?
4. 檢查出網(wǎng)格有質量問題時�,怎樣才能快速的消除這些問題?
?答: 針對網(wǎng)格質量�,從JSTAMP_NV/2.5開始增加了網(wǎng)格自動修正功能,一般通過這個自動修正
功能可以把80%以上的網(wǎng)格一次性 修正完畢���。建議用該功能先作一次修正�,然后對未修正完畢
的地方做個別修改即可����。此外,網(wǎng)格修正的相關信息可參考如下所述:
(1). 網(wǎng)格質量的好壞和IGES的質量有很大的關系����,如果IGES數(shù)據(jù)中有些面或線連接的不好�����,網(wǎng)格質量會差很多��;
(2). 網(wǎng)格質量跟網(wǎng)格控制參數(shù)也有很大關系��,針對某一制件�����,您可以嘗試一下修改這些網(wǎng)格參數(shù)對比生成網(wǎng)格的結果���。
(3). 對于最小邊長,長寬比��、面積等問題���,一般只需要對于個別畸形單元修改外�,其余單元不用修改�����,
???? 對于明顯的問題:如有?
?? ?單個單元獨立存在與其它單元無邊接等問題才修正,否則一般可以不予處理����,或將非常小的單元刪除即可�����,
?? 這時推薦接觸類型選用forming_one_way_S2S����;
(4).總得說來,網(wǎng)格修正需要工程師作一些判斷�����,對于較大的孔(自由邊)需要填充����,但對于一些很小的孔,
? 則可以不用修正�,可以參考fender的教材[在軟件安裝光盤中的.doc文件夾內],一般情況下��,建議“逆向”
? 缺陷完成修正�����,這可能是模具在局部存在負角,較大的面外角需要完成修正�,因為這往往會造成網(wǎng)格過渡區(qū)不圓滑,
? 帶來大的誤差�����。
?
(5). 另外����,需要強調的是jstamp定位于高精度求解,所以它對于網(wǎng)格質量有一定要求�,這也是值得花的時間和代價;
?
(6). jstamp對于網(wǎng)格質量設定的標準偏嚴,它會將不符合這個標準(當然這個標準可以由工程更改)的單元篩選出來,
????但并不是每一個篩選出來的單元都需要修改�;
?
(7).總體看來�����,Jstamp軟件對于網(wǎng)格的處理應該說還是比較方便的��,應用網(wǎng)格自動修正功能后��,網(wǎng)格基本上可以不做修改��,
??? 或改很少的地方即可�����。
?
?5. 能否在軟件內繪制非Z向的毛坯料尺寸
?答:在Jstamp/NV軟件中�����,其默認的沖壓方向為Z向����,故在軟件中只能繪制沖壓方向為Z向的毛坯料尺寸�。
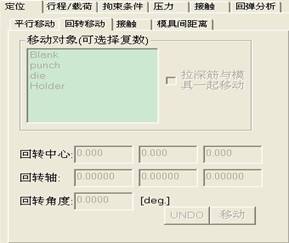
???? 對于非Z向的沖壓仿真,可以通過旋轉角度來執(zhí)行:具體的步驟如下:首先可繪制Z向的毛坯料尺寸����,
???? 并生成坯料網(wǎng)格;其次�����,對工序進行組裝����;最后��,點擊“形狀及工藝參數(shù)設定”面板右下角的“定位”
???? 按鈕執(zhí)行工具的回轉移動��。
??????????? ?  ??
??
?????????????????????????????????? 圖1 回轉移動設定對話框
?? 6. 比如工具的導入后發(fā)現(xiàn)Z軸方向反了��,為了組裝正確���,將工件沿X(或Y)旋轉180度?這樣工件的Z向和工具Z向正確了,
??? 然后,再執(zhí)行組裝??可組裝后工件又為原來的方向?旋轉不起作用����,這個操作好像只能組裝后進行,但組裝后旋轉
??? ?相對位置又跑了�����!怎么解答��?
?? 答:在JS中���,出現(xiàn)您所述的情況的原因是軟件在執(zhí)行組裝操作時用默認為最初輸入板材(工件)和工具網(wǎng)格時沖壓
?????? 方向進行組裝�����。發(fā)現(xiàn)導入的工具Z軸方向反了�����,解決該問題的辦法有:
??? (1).把應用到JS的CAD數(shù)據(jù)導入到其他前處理軟件�����,譬如Hypermesh等�,進行旋轉以保證工具和工件的沖壓方向一致。
????????再保存調整方向后的CAD數(shù)據(jù)重新導入JS即可���。推薦采用此法����。
????(2).在JS中���,通過組裝正確定位工具和板材(工件)后,可以通過回轉移動工具以達到正確的沖壓方向和定位狀態(tài)�����,
??????? 此時���,通過行程/載荷來檢查工具的運動過程是否符合實際���,可能需要調整沖壓方向或載荷的加載方向來滿足要求�����。
??????? 不執(zhí)行組裝���,直接提交計算即可。
??
??? 7. 怎樣在模具上添加拉延筋�?組裝好SW后,為何BH總是提示不可組裝�����?還需要其他什么設置��?
?
??? 答:(1)怎樣在模具上添加拉延筋��?
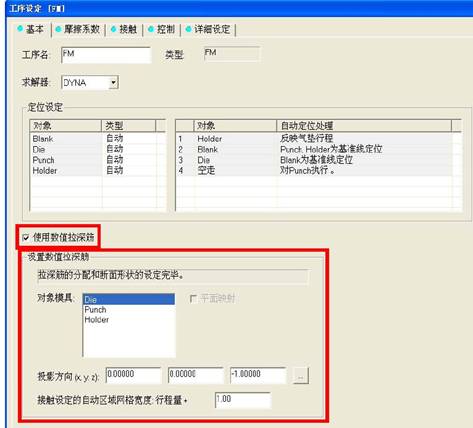
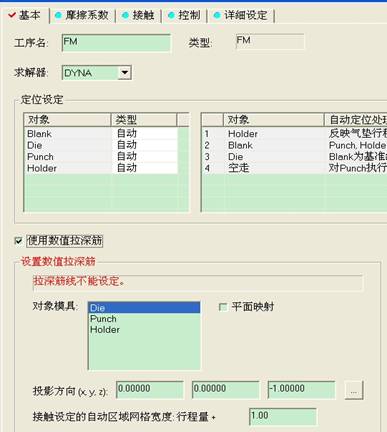
????在Jstamp/NV軟件中����,可通過點擊工序流程面板上欲設定拉深筋的工序,在出現(xiàn)的工序設定對話框中進行勾選
?? “使用數(shù)值拉深筋”并指定對象模具來添加拉深筋��,如下圖2所示:
?
???????  ?
?
??????????????????????????? 圖2 設定某工序的拉深筋選項對話框
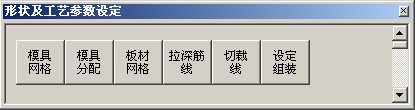
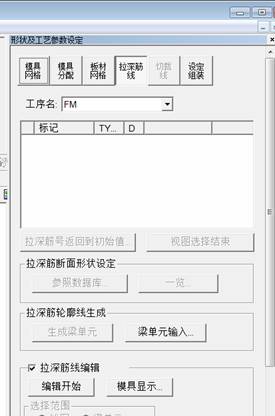
選中“使用數(shù)值拉深筋”選項后����,在形狀及工藝參數(shù)設定面板上的“拉深筋線”按鈕將明亮顯示�����,
??? 如下圖3所示�,點擊此按鈕可進行拉深筋相關的操作和設定�。
??????  ?
?
???????????????????????? 圖3 形狀及工藝參數(shù)設定面板?
?
(2)組裝好SW后,為何BH總是提示不可組裝���?還需要其他什么設置�����?
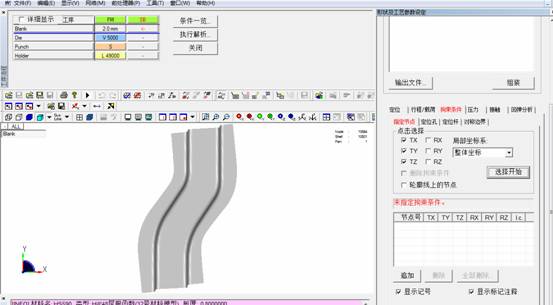
??? 組裝完SW工序后���,需要映射SW工序的計算結果才能進行BH工序的組裝���,如果SW工序沒有計算的話���,則SW工序的
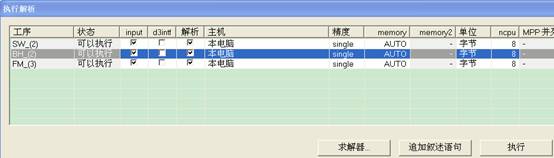
? 結果沒能映射到后序BH中,自然BH工序是不能組裝的���。按照成形過程對工序及其工藝參數(shù)進行設定�����,確認無誤后�,
? 不需要另外的設置,在“執(zhí)行解析”對話框中選擇相應工序即可執(zhí)行多個連續(xù)工序的連續(xù)求解�����。
???  ?
?
????????????????????????????????圖4 執(zhí)行解析對話框
????????
????
? 8. 分析結果精度及分析所用時間與毛坯料網(wǎng)格尺寸大小關系太大�,能否在成型過程中自適應網(wǎng)格?
?
? 答:在Jstamp/NV軟件中���,可以在成形過程中設定自適應網(wǎng)格��,具體的設定方法如下圖所示:
????? 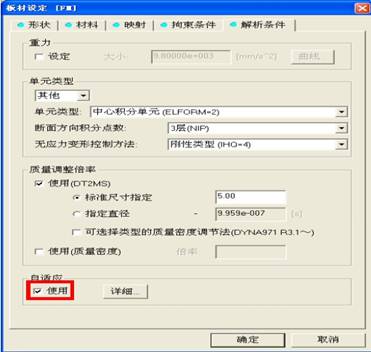
????????????????圖5 板材設定對話框中選擇使用自適應
??
?根據(jù)計算的目的不同���,以及對于精度和速度的要求不同,自適應的級數(shù)也不相同���。
?
?9. 能否將分析結果中的節(jié)點料厚信息�、應力信息、應變信息輸出為bdf格式和inp格式����?
(將節(jié)點信息映射到結構分析模型中指定的有限元網(wǎng)格上)
?
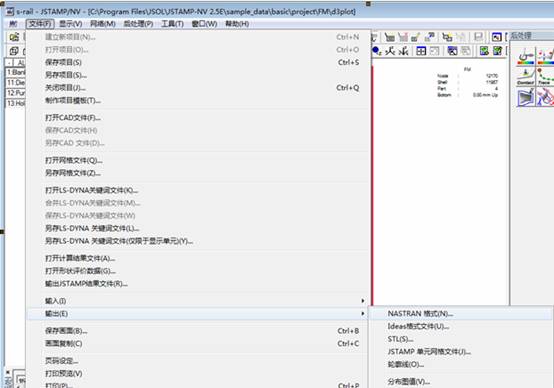
? 答:在Jstamp/NV軟件中,計算結果文件dynain中輸出了包含節(jié)點料厚信息��、應力信息����、應變信息等信息,
? 也可直接輸出bdf格式文件�。其操作步驟為:在后處理界面——點擊文件——輸出——選擇欲輸出的選項,
? 如下圖6所示��。其中選擇“NASTRAN格式”即可輸出bdf格式文件��;該bdf格式文件可導入到NASTRAN軟件中��,
? 也可由導入Abaqus轉換為inp格式文件��。此外�,還可出universal file格式��。
?
? 現(xiàn)在奇瑞設計院(不是付再興那個部門)碰到一個問題���,他們需要將沖壓分析的結果中的中的節(jié)點料厚信息��、
?應力信息���、應變信息輸出為bdf格式和inp格式��?(將節(jié)點信息映射到結構分析模型中指定的有限元網(wǎng)格上)
?也就是要把ls-dyna的計算結果����,通過JSTAMP轉換成nastran或abaqus中去進行結構分析�,但通過JSTAMP的輸出nastran格式后,
?結果文件中無應力�����、應變信息�����。能否幫忙確認一下這個問題����。劉博士:您好!現(xiàn)在坯料厚度的輸出����,我已找到方法可以通過
?LS-PREPOST來完成��,但應力應變尚沒有做到��。期待您的意見���。
?
?答:目前JSTAMP不能直接按照你說的要求把應力和應變轉換出來??蛻舻降滓鍪裁捶抡妫檬裁垂ぞ哌€請收集相關信息����。
?這里我建議我公司的另外一個軟件叫hycrash。相關資料已經給你163郵箱���,請確認����。
???  ???
???
????????????? 圖6 輸出NASTRAN格式文件的操作方法???
????? 10.關于拉延筋設置及BH�、SW設置問題,提出以下疑問:
????? 10.1設置好SW后����,BH���、FM都不用裝配��,但SB拘束條件該怎么設置���?拘束條件在SW模塊下就需要設置�����,
?? 請問這個條件是什么含義�?
?? 答:SB拘束條件的設定可以有兩種方法:
????一. 完成SW\BH\FM工序計算后���,手動完成SB工序組裝��,然后手動選擇約束節(jié)點�。
??  ?
?
?
? 二.全自動設定�����,計算前事先選擇約束節(jié)點坐標:
? 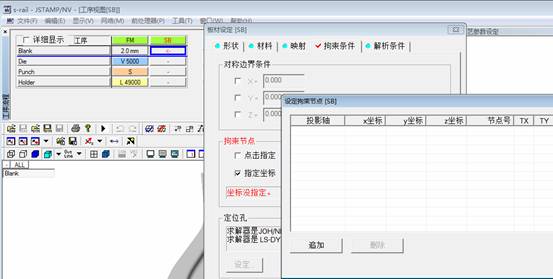
??? 輸入約束節(jié)點的坐標即可�,要想得知節(jié)點的坐標,剛可以通過如下方式得到:
?  ?
?
? 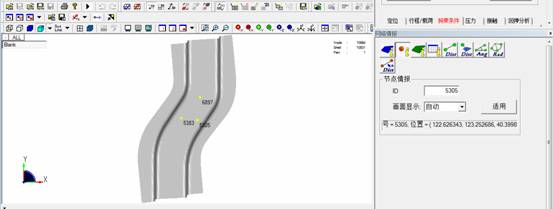
在模型上選擇節(jié)點后�����,剛可以知道節(jié)點的相關信息。
?
? 至于第二個問題�����,為何在SW工序中需要設定約束條件 ����,那是為了計算隱式計算時結果收斂以及避免出現(xiàn)不合理的剛體位移。
? 至于節(jié)點選擇的位置在后天交流時�����,我們可以詳細溝通�����。
?
10.2. 拉延筋即便是勾上�����,也是紅色不可用的����,還需要做其他設置嗎�?
??? ? ?
?
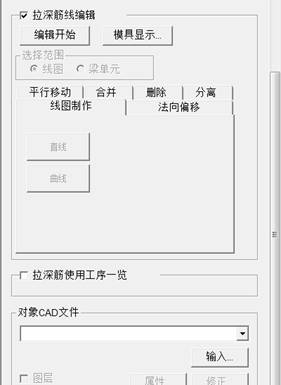
? 這是因為拉深筋線數(shù)據(jù)沒有導入的原因���,注意是線數(shù)據(jù)���,而不是面數(shù)據(jù)�,方法如下:
? 在以下界面中導入CAD數(shù)據(jù),當然也可以在JSTAMP中畫出拉深筋線�����。
?????  ?
?
??????  ?
?
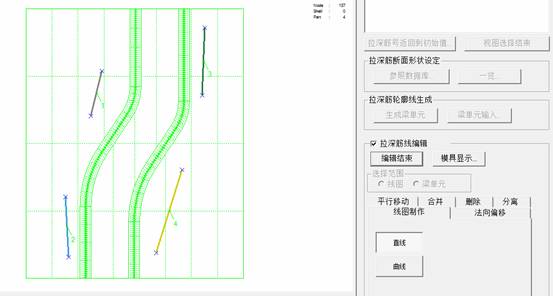
?????? 或者在JSTAMP中畫拉深筋線:
??? 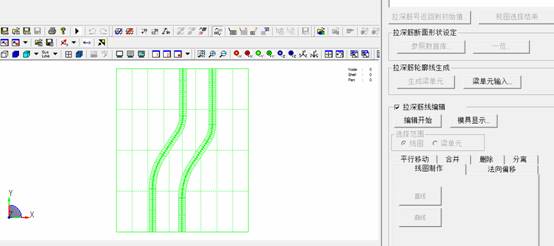
單擊編輯開始��,即可以左側模型上畫拉深筋線:
?
?
11. 軟件為漢化版還是全中文的��?
?
?JSTAMP軟件現(xiàn)在有中文版�、日文版、英文版三種語言界面可供客戶選擇�,三種版文的
?驅別僅為界面語言的不同。中文版不需要漢化包�����,相關培訓文檔及幫助文件均為中文�����,
?且新的版文更新與日文版同步發(fā)布。
?
12. 跟UG��、PRO/E����、SW的數(shù)據(jù)接口怎么樣?
?
?目前����,JSTAMP與UG、PROE�、SW之間的數(shù)據(jù)接口通過標準格式IGES導入,由于在汽車行業(yè)內CATIA用戶較多����,
JSTAMP正式版可以直接導入CATIA格式的數(shù)據(jù)。
?
13. 板筋回彈及下料尺寸準確度有
??? JSTAMP定位于高精度的求解及便捷的操作�����,回彈預測及生成高質量的CAD補償數(shù)據(jù)為軟件的一個優(yōu)勢����,
???具體到回彈的精度量值���,不同的零件及材料是否準確可能存在一定的差異,附件中的論文可供參考�。
?? 一般通過2-3次的計算,坯料尺寸的預測的精度可以達到1mm左右�����。
?
14. 售后技術服務如何開展���?需要培訓多長時間才能上手?
?? 售后技術服務一般包括上門培訓���、郵件及電話技術支持等��。具體的培訓時間跟客戶人員的經驗素質有關���,
?? 一般通過2-3次的培訓,和客戶2周左右的學習�,即可進行一般零部件的分析。
?
15. 售前有什么技術支持��?
?? 售前技術支持包括:BMT完成���、軟件介紹及技術答疑等����。
?
16. 軟件每年都需要升極嗎?
??一般情況下���,每年都會有新的版本發(fā)布����,JSTAMP所有的軟件開發(fā)工作均在日本完成��,
? 根據(jù)各國用戶的反饋��,不斷增強軟件的功能���。
?
17. 有試用版嗎���?如果沒有,如何證實我們的功能��?
?? 我們可以提供軟件試用����,原則上試用期限為一個月�����。針對不同的客戶����,
?? 我們需要判斷是否需要為其完成驗證案例計算��,以及安排案例計算與軟件試用的先后順序����。
?
18. 軟件怎么讀音?
??? JSTAMP軟件的發(fā)音為:J (英文字母發(fā)音) - STAMP (沖壓的英文發(fā)音)
?
19. 跟DYNAFORM及AUTOFORM有什么驅別��?它在市場上的表現(xiàn)怎么樣�?
??? AUTOFORM軟件定位于在整廠車進行同步工程計算時應用�,計算速度非常快���,但精度有限�,
? 尤其是回彈預測的精度不足���。
?
??? DYNAFORM軟件與JSTAMP使用的求解器相同�����,但JSTAMP軟件的開發(fā)中集成了JSOL公司十余年來為
? 豐田集團提供咨詢服務的經驗�����,并集成了高精度的回彈計算材料模型(YU模型)��,在回彈預測的精度
?(包括回彈結果的評價等)及回彈補償?shù)?/SPAN>CAD數(shù)據(jù)質量具有優(yōu)勢�����。對于多模具�、多工序的仿真設定,
??JSTAMP的操作更加方便��。另外�,針對整車廠,JSTAMP的油石仿真功能提供了預測汽車外覆蓋件表面缺陷
? 的分析功能���,具有明顯優(yōu)勢��。當然��,DYNAFORM也有它的優(yōu)勢�,辟如:CAD數(shù)據(jù)接口更多。
? 雖然JSTAMP進入國內市場不久�����,但根據(jù)客戶的反饋情況來看�,對于軟件的便捷操作,計算精度都得到了客戶的高度認可���。
?
20. 在做整形時�����,為什么使用自動定位計算步驟總是下壓料版先上升然后再一起下降呢��?
?? 答:由于沒有具體案例�,我只能就一般情況跟您解釋一下這個過程��,供您參考���。
???大體上一個成形過程如下:
?? 壓料面施加載荷(您檢查一下時間曲線可知載荷的時間要早于凹模的行程時間),
?? 如果壓料板在坯料下方的話��,它的載荷向上,則其向上運動貼緊坯料�;
?? 凹模的行程時間一般會在壓料面施加載荷完成時開始運動,這時應該就會出現(xiàn)您提到的情形了�����。
?? 當然這個問題還需要具體問題�,具體分析。
?
21.問題描述如下:今天溫習一下經典案例” 培訓教材-S字導軌沖壓成形解析”�����。
(1)首先,在這個例子里采用的是下?;鶞?/SPAN>,讀取的是Siail_all2.igs,然后畫網(wǎng)格,
??????? 下模和壓邊由導入的Siail_all2.igs原始面劃網(wǎng)格后分割而得(無論是否有網(wǎng)格,
???? 但從幾何的角度講他們是重合的), 然后,法向偏移0.8mm(板厚) 產生上模,這樣描述對吧!
???? 您的這個理解沒有問題�����。
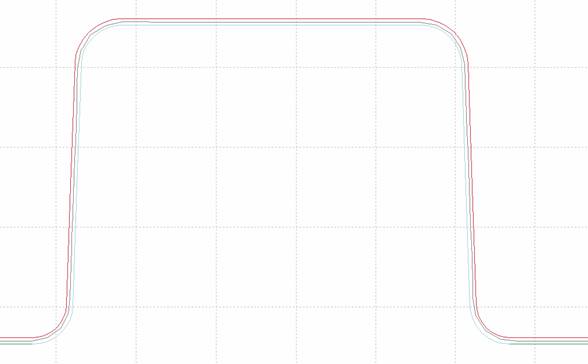
(2)在成形工序,板料在凸凹模的作用下成形,下圖是成形工序在后處理中模型刨開的效果,
???? 中間面是變形后的板料,注意這個中間面和下模面(Siail_all2.igs)從幾何形狀角度講����,有1/2板厚的偏距,對吧?���?��!
???? 在沒有卸載模具的情況下,您的這個理解也沒有問題����。
———————分割線———————
(3)接下來做回彈分析,首先應力值符號反轉,但應力值符號反轉操作對象是中間面(板料拉深后的面)吧�!
???? 您的這個理解沒有問題。
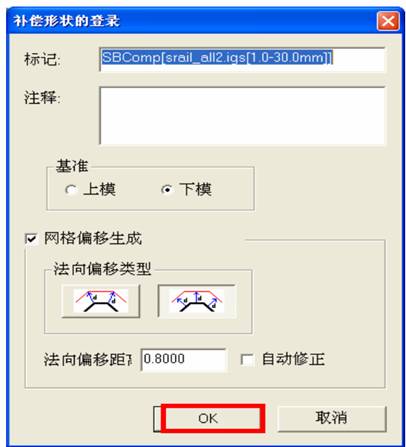
(4)關于回彈補償?shù)?,如下圖所示,
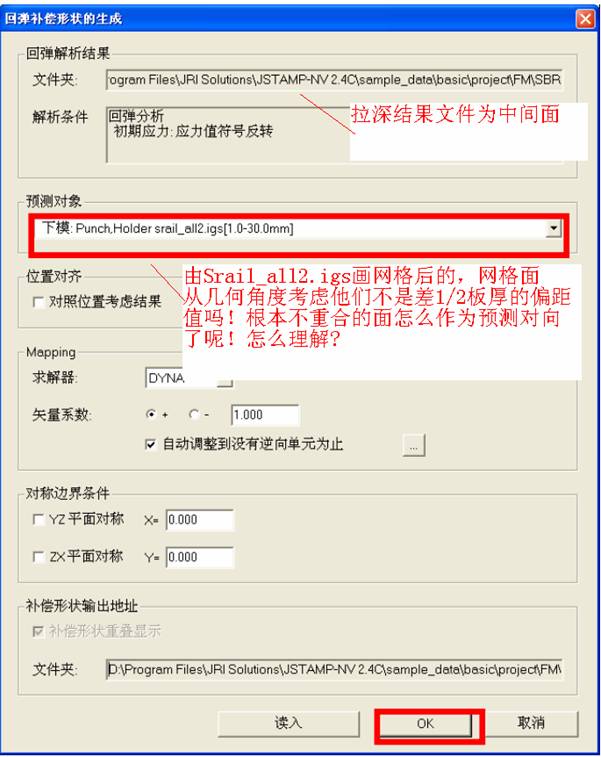
??? 難道有什么內部算法嗎?����?���!
????? 首先,應該說您的理解沒有問題����,最上方的文件夾上放的是坯料中間面,預測對象中放的是模具的面�����,這兩個之前存在半個料厚的偏差���,但是進行“對齊位置”時�����,軟件根據(jù)您選的“上?!被颉跋履�����!睍⑴髁掀埔幌挛恢?,從而對兩者進行比較。
?
(5)點擊OK后求解器開始計算����,那么計算出的形狀文件Bcomp[Siail_all2.igs[1.0-30.0mm]],是由Siail_all2.igs面變形后得到的嗎����?
?????? 此時單擊 OK 按鈕,后計算出的形狀文件得到的還是網(wǎng)格���,生成CAD面�,還需要在 工具—》生成CAD變形面里制作。
?
(6)形狀評價部分:
?
?“操作指南-回彈補償功能篇“文檔32頁與35頁���,文中寫的是(+)�,這個方向指是不是應該選內側(-),我是這么理解的:?? “Siail_all2.igs是下模面����,而成形結果是中面,要想形狀比較�����,中面必然向內側偏移0.4mm后才和Siail_all2.igs重合才能比較呢��!2.5.2版本翻譯成 “表面” 和 “反側”
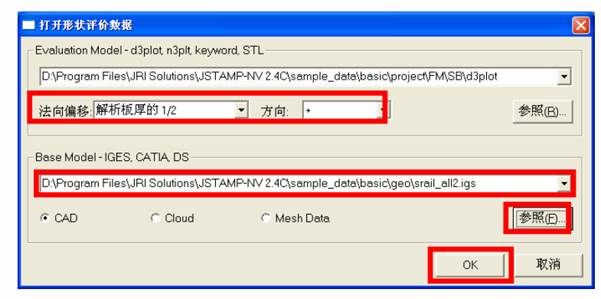
?? 另外如果基準模型選擇的是板料的中性面是不是就不用法向偏距啦���!補償后模具CAD變形面��,
??? 在進行形狀評價時����,坯料的中面和模具的上?����;蛳履_M行比較,因此必須面臨著一個坯料偏置的問題��。在2.5版中��,如果CAD數(shù)據(jù)選擇的是下模�����,則方向選擇的是反側�����。其實有一個方法保證不會出錯��,您在拉深工序中進行形狀評價��,因為不存在回彈��,如果CAD數(shù)據(jù)和坯料匹配得很好���,這說明偏置方向沒有問題,反之����,則需要變更偏置方向了�����。
?
22.如何提高計算速度��?
? 答:在利用jstamp軟件進行仿真計算過程中�,當然計算機硬件配置和CPU核數(shù)對于計算速度有明顯的影響���,
???? 除此之外�����,有些技巧來提高計算速度�����,小結如下���,供您參考:
???(1). 對于評價破裂、褶皺����,可以將拉深速度設為較大值,如10000mm/s,但對于回彈則言�����,
???????? 建議設定速度范圍在2000-3000mm/s��;
???(2). 網(wǎng)格大小�����,這也是一個影響很大的因素�, 板材網(wǎng)格劃分一般的經驗如下:對于薄板材成形仿真評價���,
??????? 建議模具圓角半徑至少劃分為3個單元���,其值大約為2*3.1415*R/4/3; 對于回彈仿真評價�����,
??????? 建議模具圓角半徑至少劃分為5個單元����,其值大約為2*3.1415*R/4/5;(R為模具圓角半徑),
??????? 對于厚板成形的話��,一般說來單元可能會較這個值?���。?/SPAN>
???(3). 單元類型選擇�����,破裂�����、褶皺的單元類型可以設定為2號單元���,厚度方向積分點為3���,
?????? 無應力變形控制方法設定為1,對于殼單元計算回彈時�����,可以設定為16號單元��,厚度方向積分點5-7,
?????? 無應力變形控制方法設定為8����;模型較大時計算殼單元回彈時,考慮速度關系�����,可以設定為10號單元��,
?????? 厚度方向積分點5-7���,無應力變形控制方法設定為4;
?
?? (4). 接觸類型�����,不同的接觸對于速度是有影響的���,一般使用forming_one_way_s2s��;
?
???(5). 質量縮放�����,即質量調整倍率�,DT2MS,因為LS DYNA是根據(jù)坯料當中最小的網(wǎng)格單元來設定最小計算時間步長的����,
???????對于某些特別小的單元,通過這種方式����,可以增長步長,提高計算速度��,對于回彈而言質量增加的比率建議控制在
?????? 15%以內����,破裂和褶皺可以大一些。
?
23. Sw2后出現(xiàn)的提示 想搞明白���!
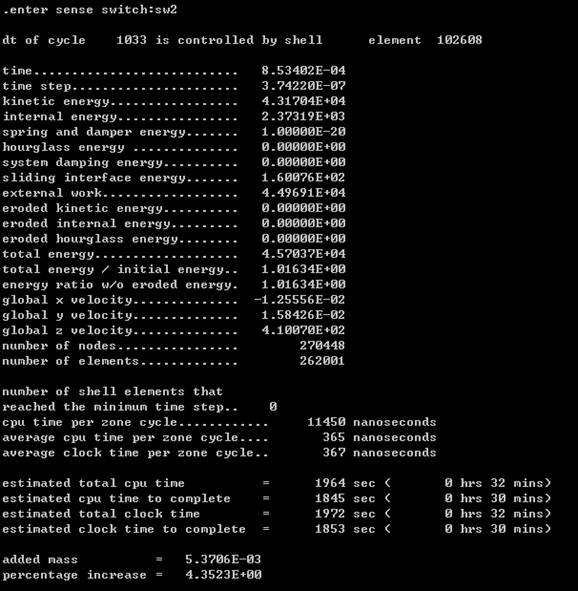
???????? 全是谷歌翻譯的 紅色感覺很離奇 有空幫看看譯的是否準���,對仿真來說 需要觀察哪些指標!
?
Enter sense switch 輸入感開關
?
輸入切換命令
?
Dt of cycle 1033 is controlled by shell element 102608
1033周期DT是控制殼單元102608
DT為時間步����,意思為:第1033個周期的時間步長由編號為102608號殼單元決定���,
?????? 時間步的長短由殼單元的大小決定的(如果沒有質量縮放或控制最小時間步長參數(shù)的情況下)。
?
time(總的求解時間):8.53402E-4����,
?
當前已完成的計算時間,系統(tǒng)參數(shù)中會有一個總的計算時間�����,即計算截止時間���,
?????? 此time指得是軟件已完成計算了的時間�。
?
Time step(時間步長)�����;3.7422e-07
?
當前時間步的步長
?
Kinetic energy(動能):4.31704E+4
Internal energy (內能):2.37319E+3
Spring and damper energy:(彈簧和阻尼能):1E-20
Hourglass energy:? (沙漏能量):0
System damping energy:(系統(tǒng)的阻尼能量):0
Sliding interface energy(接觸滑動能量):1.60076E+02
?
接觸滑動能量:如果定義了摩擦�����,肯定會有能量消失的����,
?????? 這當中涉及到一個能量守恒和平衡的問題。
?
External work(對外工作)
?
這個當理解為:外力功
?
Eroded Kinetic energy(侵蝕能量)
Eroded ?Internal energy (侵蝕內能)
Eroded ?Hourglass energy (侵蝕沙漏能量)
Total energy(總能量)
Total energy/ initial energy(總能量/初始能量)
Energy ratio w/o? Eroded? energy (能量比w/o侵蝕能量)
Global x velocity? (X軸速度)
Global y velocity? (Y軸速度)
Global Z velocity? (Z軸速度)
Number? nodes節(jié)點數(shù)
Number? elementS單元數(shù)
?
Estimated total cpu time 預計總的CPU時間
?
估計完成全部計算需要的CPU時間
?
Estimated cpu time to complete? 估計的cpu完成時間
?
估計完成余下計算需要的CPU時間
?
Estimated total clock time 預計總的時鐘時間
?
估計完成全部計算需要的實際時間
?
Estimated clock time to complete? 估計的時鐘完成時間
?
估計完成余下計算需要的實際時間
?
這四項感覺是一個意思
?
CPU時間與Clock time實際時間是有區(qū)別的��,因為CPU不一定全部由當前計算程序使用��,
?????? 這種情況下�����,這兩個計算時間可能存在差別�,當然CPU也不一定都是100%在使用,
?????? 這兩個計算時間也可能相同����。
?
Added mass?? 增加質量
Percentage increase 增加百分比
這兩項啥意思!
?
通過質量縮放參數(shù)DT2MS���,可以提高計算速度����,即將部分單元長度較小的單元的質量
???? 增加來提高計算時間步的步長�����,這樣質量即虛擬增加了��,Added mass即為虛擬增加的質量,
?????? Percentage increase即為增加的這部分質量所占的比值���。
?
??? 24. 建議采用sw_standard當中的約束設定����,原因如下:
?(1). 計算采用NIKE隱式求解器計算��,必然存在一個收斂的問題����,該件中由于X軸方向上,
????? 首末兩端質量分布不均衡���,差別較大�,且首末兩端均未與下模接觸�����,這時�����,在在Y方向上的約束將對于
????? 計算結果影響較大��;
??(2). 對于對稱結構����,認為其在對稱軸上的位移是“零”,正稱的做法為在對稱軸上設定約束����;
?(3). 在自重分析時,約束的設定原則是避免不合理的剛體位移和與現(xiàn)場中所加的約束一致��,
?????? 如果模具結構中沒有設定約束����,則自重工序中設定的約束為避免不合理的剛體位移,??
?????????? ?以達到得到合理計算結果的目的��,但這些約束的設定不應過強���。
?
25. nike求解器���,什么背景,精度怎么樣 �����?
?? ?Jok/NIKE是由LSTC公司開發(fā),日本JSOL公司進行了改進開發(fā)的隱式求解器���,可以用來求解大變形��、
? 材料非線性�、幾何非線性(接觸)等問題��,精度上是有保證的����。
?
26. 成形好像不能用nike吧!只能算回彈吧?用nike計算可以收斂�,結果和現(xiàn)場實際也差不多,難道dyna就不能算了嘛?
? 是的�����,nike不以用于成形分析�����,它是隱式求解器�,只能用于自重分析和回彈分析的場合。由于該案例回彈量非常大���,
??隱式解法是每一步需要達到力學平衡狀態(tài)之后再進入下一步計算����。如果達不到平衡就一直做收斂運算�����,
? 因此dyna的收斂很慢�����,通過增加約束和修改控制參數(shù)��,應該可以收斂�,但回彈計算,不到迫不得已���,一般不推薦修改參數(shù)����。
??? 因為修改參數(shù)比較危險����,可能給結果的精度帶來影響����,需要小心驗證�����。使用nike當中的默認設定即可計算出回彈�����。
?
27. 有空把jstamp這幾種接觸形式����,介紹一下吧,好像沒有雙面接觸���,全是單面的����,推薦一本入門精通dyna的中文書籍�����。
????Jstamp當中的接觸均為Dyna當中的常用接觸類型,相關的書籍中均有介紹�����。就我個人而言�����,之前看過趙海歐寫的書�����,
? 辟如:LS-DYNA動力分析指南����,應該會有些幫助�。
??
??? 另外,具體到這個案例��,如果該制件的法蘭按照當前的模型屬于正常的情況下�,我們擔心回彈補償不一定能達到預計的效果。
?? 原因該制件成行過程中僅局部(彎角處)發(fā)生了塑性變形����,大部分區(qū)域�����,尤其是較大的法蘭區(qū)基本沒有塑性變形的發(fā)生��。
?? 這樣的情況下利用回彈結果來補償話���,效果不明顯,或者一正一反���,反復出現(xiàn)����,達不到回彈變小的效果���。
? 建議您在軟件中務必要對補償?shù)慕Y果進行再次驗算�。
?
?? 對策的角度來看����,或許可以在法蘭部位增加筋來增加塑性變形,從而有效控制產品形狀��,該意見供您參考����。
?
?? 關于下側板回彈案例��,我這邊進行驗算��,在使用默認設定參數(shù)的情況下��,使用dyna隱式解法,
? 收斂很慢���,于是用Nike求解器進行了計算����,收斂非?��??,原因在于NIKE使用了和DYN不一樣的方法來求解方程�����,
? 但回彈量很大��。這應該就是dyna很難收斂的一個原因���,Nike隱式計算速度較快�,其實這也是jstamp配備了Nike求解器
? 的一個原因之一。
?
?建議您做以下嘗試:
?
? 成形和回彈都采用5mm單元�����,使用Nike求解器計算��,原則上在內存和收斂速度允許的情況下���,
? 回彈盡量使用和上一工序相同的單元��,因為在映射過程中會有稍許精度的損失���,我在筆記本上計算時使用了
? 180M word內存計算(32位系統(tǒng)),收斂非?���?欤蠹s幾分鐘���。
?
? 此外�����,對該制件有個小疑問:
?
? 從設計角度來看�����,該件的法蘭部分偏大���。法蘭大小影響到板料受力和材料流入�,從而影響成行的結果��。
? 而且這個件的法蘭的回彈量非常大����,請確認制件法蘭大小是否真實���。
?由于板厚為4mm����,如果有時間建議使用實體單元嘗試一次����。